About this High Strength Threadlocker
The TORNILOCK® T-63 is a high strength, oil-tolerant anaerobic threadlocker. It is engineered for permanent locking of metal fasteners including aluminum, carbon steel, stainless steel, zinc-plated and special alloys. It is resistant to high temperatures and a wide range of solvents. Also functions as a flange sealant for industrial assemblies.
High tolerance to oily parts
The TORNILOCK® T-63 is a high-strength red anaerobic threadlocker, oil tolerant by formulation. Its low 500 cps viscosity penetrates easily between thread flanks, curing even on plated, oily, or passive metal surfaces. For optimal performance, clean excess oil before application.

Permanent locking up to 1" (M24)
The TORNILOCK® T-63 fills the gaps between thread flanks forming a continuous seal that blocks vibration loosening and protects against corrosion. Designed for bolts and fasteners up to 1" (M24) in transmission housings, engine blocks, vibrating machinery, and moving components where disassembly is not routine.

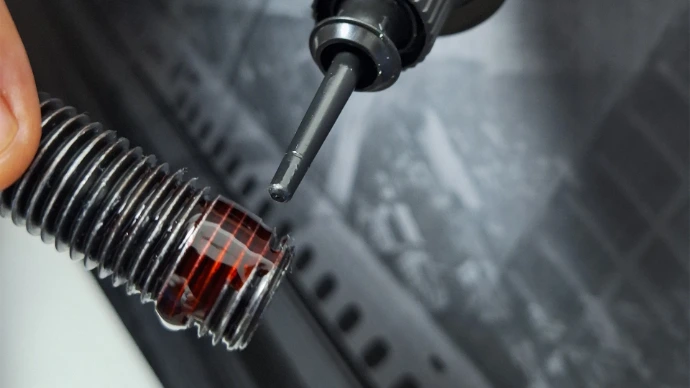
Professional packaging for critical assemblies
Precision dispensing nozzle for accurate application in industrial assemblies. TORNILOCK® T-63 meets MIL-S-46163A Type I Grade K. Handling time 10 minutes, full cure in 24 hours. Disassembly requires high-torque tools and localized heat application (≥482°F).
Key Benefits
Direct technical benefits of T-63 in production environments.
Permanent locking: eliminates double nut and lock washers.
Reduces assembly steps on critical fasteners subject to vibration.
Prevents corrosion and leakage.
Seals the thread interface, blocking moisture and chemical ingress.
Meets military specifications:
- MIL-S-46163A Type I Grade K.
- » MIL-S-22473E Letra Grado CVV
Suitable for fasteners made of:
Size
Ideal for bolts and fasteners up to 1″ diameter (M24/1″).
Substrates
Works on aluminum, carbon steel, plated fasteners, stainless steel, zinc-plated and special alloys.
Temperature
Fasteners exposed to a range of −67°F to +302°F.
Applications
› Bolts and fasteners up to 1″ diameter. Maximum thread size M24/1″.
› Automotive fasteners: transmission housing, engine block, valve train components and vibrating assemblies.
› Vibrating machinery and moving components requiring permanent thread locking.
› Structural bolt securing and nut locking in critical assemblies — T-63 eliminates double-nut and lock washers while simultaneously sealing fasteners against fluid ingress and corrosion.
› Application Method
Although this threadlocker is oil tolerant, for best performance it is recommended to clean and dry the surfaces to minimize the amount of oil and grease before applying the product.
Industries
Engineered for OEM and MRO industrial environments where permanent locking and vibration resistance are critical.
Automotive
Transmission housing, engine block, valve train components, suspension.
Heavy Machinery
Vibrating components, OEM assemblies, construction equipment..
Petrochemical
Flanges, pumps, oily environments. 95% retention in motor oil at 257°F (125°C).
MRO / Maintenance
Field repair, preventive maintenance, lock washer and double-nut replacement.
Cure Performance
Cure speed varies with temperature and substrate. Break torque on 3/8 in. (M10) fasteners — carbon steel, oil-coated steel and zinc-plated steel.
Vertical axis: torque retention percentage vs. 24-hour final value. Reference data from TDS — representative chart.
Torque Values (ISO 10964)
Break Torque
248 in·lb
3/8 in. (M10), carbon steel
Prevailing Torque
274 in·lb
3/8 in. (M10), carbon steel
Pre-torque Break
354 in·lb
at 44 in·lb (5 N·m), ISO 10964
Max. Pre-torque Prevailin
504 in·lb
at 44 in·lb (5 N·m), ISO 10964
Technical Data
Property | Value |
PropertyValueHandling time | 10 minutes |
Working time | 1 - 3 hours |
Full cure time | 24 hours |
Break torque, ISO 10964 (3/8 in. (M10) fastener, carbon steel) | 248 in·lb |
Prevailing torque, ISO 10964 (3/8 in. (M10) fastener, carbon steel) | 274 in·lb |
Pre-torque break torque at 44 in·lb, ISO 10964 | 354 in·lb |
Max. pre-torque prevailing torque at 44 in·lb, ISO 10964 | 504 in·lb |
Compressive strength | Steel pins and collars >8 N/mm² |
Temperature range | −67°F to +302°F |
Description | Specification |
Composition | Methacrylate ester |
Color | Red |
Viscosity | 500 cps a 25 ºC Husillo Brookfield RVT 3 a 20 rpm |
Specific gravity | 1.11 |
Maximum thread size | M24 / 1″ |
Gap fill | 0.003 in |
Flash point | >212°F |
Solvent content | None |
Shelf life (unopened) | 2 years |
Coefficient of thermal expansion | 80×10⁻⁶ K⁻¹ (ASTM D 696) |
Thermal conductivity | 0.10 W/(m·K) (ASTM C 177) |
Specific heat | 0.30 kJ/(kg·K) |
Fluid | Temperature | 500 hours | 1000 hours |
Acetone | 72°F | 95% | 90% |
Ethanol | 72°F | 100% | 100% |
Motor oil | 257°F | 95% | 95% |
Gasoline | 72°F | 100% | 100% |
Brake fluid | 72°F | 100% | 100% |
Water / Glycol | 189°F | 90% | 80% |
Military Specification Compliance
- MIL-S-46163A Type I Grade K
- MIL-S-22473E Grade Letter CVV
Environmental and Fluid Resistance
Shear strength retention after prolonged exposure (500 and 1,000 hours).

0.34 fl oz
Field repair, light MRO, prototyping and application testing.

1.7 fl oz
Workshops, scheduled maintenance, low-to-medium volume production.

8.5 fl oz
Assembly lines, automotive OEM, continuous high-volume operations.

1 lb
Production plants, automatic dispensers, high industrial consumption.
Frequently Asked Questions
Common technical questions about TORNILOCK® T-63.
Per the TDS, handling time is 10 minutes, working time is 1 to 3 hours, and full cure is achieved in 24 hours at 72°F on 3/8 in. (M10) carbon steel. On passive substrates such as zinc-plated steel, cure is significantly slower — use an activator to accelerate the process.
The gap fill is 0.003 in. This means the T-63 can seal and lock threaded joints with clearances up to that magnitude. For larger gaps, consult our technical team for the appropriate product specification.
Break torque (248 in·lb): force required to initiate disassembly. Prevailing torque (274 in·lb): residual resistance when continuing rotation after break. Pre-torque at 44 in·lb (354 in·lb break — 504 in·lb max. prevailing): values in scenarios where the fastener is tightened to 44 in·lb before cure, common in automotive applications.
Yes. The T-63 is formulated to be oil tolerant. However, for best performance it is recommended to remove excess oil and dry the surfaces before application. The cure chart shows that on oil-coated steel, cure rate is slightly slower than on clean carbon steel.
The T-63 meets MIL-S-46163A Type I Grade K (military specification for high strength anaerobic threadlockers) and MIL-S-22473E Grade Letter CVV. These certifications are required in defense, aerospace and select automotive OEM applications.
Yes. Although the T-63 is optimized as a high strength threadlocker, its anaerobic formulation also effectively seals metal flange interfaces. The 500 cps viscosity and oxygen-free cure allow it to fill and seal gaps in threaded joints and flanges exposed to vibration and industrial fluids. For applications requiring a larger gap fill or higher pressures, consult our technical team for the appropriate specification.