Aplicaciones del fijador tornillos alta resistencia
El TORNILOCK® T-63 es un fijador tornillos alta resistencia anaeróbico y tolerante al aceite, diseñado para el bloqueo permanente. Funciona como sellador de tuercas, sellador de bridas y fijador de pernos en aluminio, acero al carbón, acero inoxidable, galvanizado y aleaciones especiales. Resistente a altas temperaturas y a una amplia variedad de solventes.
Alta tolerancia a piezas aceitosas
El TORNILOCK® T-63 es un fijador de roscas anaeróbico de alta resistencia, color rojo y tolerante al aceite. Su baja viscosidad (500 cps) penetra fácilmente entre los hilos de la rosca, curando incluso sobre superficies metálicas chapadas, aceitosas o pasivas. Para mejor desempeño se recomienda limpiar el exceso de aceite antes de aplicar.

Bloqueo permanente hasta 1" (M24)
El TORNILOCK® T-63 rellena las holguras entre los hilos de la rosca formando un sello continuo que bloquea el aflojamiento por vibración y protege contra la corrosión. Diseñado como fijador de pernos hasta 1″ (M24) en cajas de transmisión, bloques de motor, máquinas vibratorias y componentes móviles donde el desmontaje no es habitual.

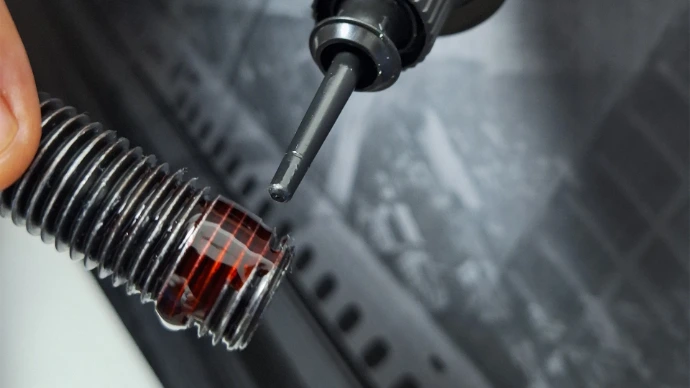
Envase profesional para aplicaciones críticas
Presentación con boquilla dosificadora para aplicación precisa en ensambles industriales. El TORNILOCK® T-63 cumple MIL-S-46163A Tipo I Grado K. Tiempo de manejo 10 minutos, curado completo en 24 horas. Para desmontaje requiere herramientas con torque elevado y aplicación localizada de calor (≥250°C).
Ventajas del Fijador Tornillos Alta Resistencia T-63
Beneficios técnicos directos del T-63 en producción.
Bloqueo permanente: elimina doble tuerca y arandelas de seguridad.
Reduce pasos de ensamblaje en pernos críticos sometidos a vibración.
Previene la corrosión y las fugas.
Sella el espacio entre roscas eliminando la entrada de humedad y químicos.
Cumple especificaciones militares MIL-S-46163A y MIL-S-22473E
- MIL-S-46163A Tipo I Grado K
- MIL-S-22473E Letra Grado CVV
Fijador de Pernos — Compatibilidad y Sustratos
Diámetro
Ideal para pernos y tornillos de hasta 1″ (25 mm) de diámetro (M24/1″).
Materiales
El producto funciona en aluminio, acero al carbón, acero chapado, acero inoxidable, galvanizado y aleaciones especiales.
Temperatura
Rango de temperatura de servicio: −55 °C a +150 °C.
Aplicaciones
› Pernos y tornillos de hasta 1″ (25 mm) de diámetro. Tamaño máximo de rosca M24/1″.
› Tornillos automotrices: caja de transmisión, bloque de motor, juegos de válvulas y componentes vibratorios.
› Maquinaria vibratoria y demás componentes móviles donde se requiere fijación permanente.
› Fijación de pernos estructurales y sellador de tuercas en ensambles críticos — el T-63 elimina el doble-tuerca y las arandelas de seguridad mientras actúa simultáneamente como sellador tornillos contra la entrada de fluidos y corrosión.
› Método de Aplicación
Aunque este fijador de roscas es tolerante al aceite, para un mejor desempeño se recomienda limpiar y secar las piezas para minimizar la cantidad de aceite y grasa en la superficie antes de aplicar el producto.
Industrias
Diseñado para entornos industriales OEM y MRO donde la fijación permanente y la resistencia a vibración son críticas.
Automotriz
Caja de transmisión, bloque de motor, juegos de válvulas, suspensión.
Maquinaria Pesada
Componentes vibratorios, ensambles OEM, equipo de construcción.
Petroquímica
Bridas, bombas, entornos aceitosos. Resistencia 95% en aceite de motor a 125°C.
MRO / Mantenimiento
Reparación en campo, mantenimiento preventivo, eliminación de doble-tuerca y arandelas de seguridad.
Desempeño de Curado
La velocidad de curado varía según la temperatura y el material. Resistencia a la ruptura en tornillos M10 — acero al carbón, acero recubierto con aceite y zincado.
Eje vertical: porcentaje de retención de torque vs valor final a 24 horas. Datos referenciales del TDS — gráfica representativa.
Valores de Torque (ISO 10964)
Torque de ruptura
28 N·m
Tornillo M10 acero al carbón
Torque Remanente
31 N·m
Tornillo M10 acero al carbón
Liberación Pre-torque
40 N·m
A 5 N·m, ISO 10964
Máx. Remanente Pre-torque
57 N·m
A 5 N·m, ISO 10964
Datos técnicos
Propiedad | Valor |
Tiempo de manejo | 10 minutos |
Tiempo de trabajo | 1 - 3 horas |
Tiempo de curado completo | 24 horas |
Torque de ruptura, ISO 10964 (Tornillo M10 acero al carbón) | 28 N·m |
Torque remanente, ISO 10964 (Tornillo M10 acero al carbón) | 31 N·m |
Torque de liberación pre-torque a 5 N·m, ISO 10964 | 40 N·m |
Máx. torque remanente pre-torque a 5 N·m, ISO 10964 | 57 N·m |
Resistencia a compresión | Pasadores y collarines de acero >8 N/mm² |
Rango de temperatura | −55°C a +150°C |
Descripción | Especificación |
Composición | Éster de metacrilato |
Color | Rojo |
Viscosidad | 500 cps a 25°C — Husillo Brookfield RVT 3 a 20 rpm |
Gravedad específica | 1.11 |
Diámetro máximo de rosca | M24 / 1″ |
Relleno de holguras (gap fill) | 0.07 mm |
Punto de ignición | >100°C |
Contenido de solvente | Ninguno |
Vida útil del producto sin usar | 2 años |
Coef. de expansión térmica | 80×10⁻⁶ K⁻¹ (ASTM D 696) |
Coef. de conductividad térmica | 0.10 W/(m·K) (ASTM C 177) |
Calor específico | 0.30 kJ/(kg·K) |
Químico | Temperatura | 500 horas | 1000 horas |
Acetona | 22°C | 95% | 90% |
Etanol | 22°C | 100% | 100% |
Aceite de motor | 125°C | 95% | 95% |
Gasolina | 22°C | 100% | 100% |
Fluido de frenos | 22°C | 100% | 100% |
Agua / Glicol | 87°C | 90% | 80% |
Cumplimiento de Especificaciones Militares
- MIL-S-46163A Tipo I Grado K
- MIL-S-22473E Letra Grado CVV
Presentaciones Disponibles
Tamaños estándar del TORNILOCK® T-63 para escalas desde MRO de campo hasta producción industrial de alto volumen.

10 ml
Reparación en campo, MRO ligero, prototipado y prueba de aplicación.

50 ml
Talleres, mantenimiento programado, producción de bajo a medio volumen.

250 ml
Líneas de ensamblaje, OEM automotriz, alto volumen continuo.

1 L
Plantas de producción, dispensadores automáticos, consumo industrial alto.
Preguntas Frecuentes
Consultas técnicas comunes sobre el TORNILOCK® T-63.
Según el TDS, el tiempo de manejo es de 10 minutos, el tiempo de trabajo de 1 a 3 horas y el curado completo en 24 horas a 22°C sobre acero al carbón M10. En sustratos pasivos como zincado, el curado es significativamente más lento — usar activador para acelerar el proceso.
El relleno de holguras es de 0.07 mm. Esto significa que el T-63 puede sellar y bloquear roscas con tolerancias de hasta esa magnitud. Para holguras mayores se recomienda consultar con el área técnica para producto específico.
Torque de ruptura (28 N·m): fuerza necesaria para iniciar el desensamble. Torque remanente (31 N·m): resistencia residual al continuar el giro tras la ruptura. Pre-torque a 5 N·m (40 N·m liberación / 57 N·m máx. remanente): valores en escenarios donde el tornillo se aprieta a 5 N·m antes del curado, comunes en aplicaciones automotrices.
Sí. El T-63 está formulado para ser tolerante al aceite. Sin embargo, para un mejor desempeño se recomienda limpiar el exceso y secar las piezas antes de la aplicación. La gráfica de curado muestra que en acero recubierto con aceite la velocidad de curado es ligeramente menor que en acero al carbón limpio.
El T-63 cumple con MIL-S-46163A Tipo I Grado K (especificación militar para fijadores de roscas anaeróbicos de alta resistencia) y MIL-S-22473E Letra Grado CVV. Estas certificaciones son requeridas en aplicaciones de defensa, aeroespacial y en algunos sectores OEM automotrices.
Sí. Aunque el T-63 está optimizado como fijador de roscas de alta resistencia, su formulación anaeróbica también sella eficazmente interfaces de bridas metálicas. La viscosidad de 500 cps y el curado en ausencia de oxígeno permiten rellenar y sellar holguras en uniones roscadas y bridas expuestas a vibración y fluidos industriales. Para aplicaciones con mayor gap fill o presiones elevadas, consultar con el equipo técnico la especificación adecuada.